最大限の利益をもたらす鋸引き! 伐採原木最適化プログラムにより利益が増加します。 丸材の切断: 切断マップ、必要な工具 帯製材所の切断プログラム
森林の製材は、丸材から産業でのさらなる使用に適した製材を取得することを目的とした、さまざまな技術を使用した一連の作業です。プロセスの期間と労働強度は、丸材を加工する時間だけでなく、選択した方法によって異なります。年。
工具と設備
バレルと 大きいサイズ枝。 すべての材料は、厚さと樹皮の有無に応じてグループに分類されます。 多くの場合、木材加工企業は伐採現場の近くに作業場を設けており、そこに木材の初期加工用の機械が設置されています。

手作業による木材の皮剥き
樹皮剥ぎ段階を経ていない木材は、床材や床材として使用できます。 リッジビーム適切なインテリアに、または建設中の補助装置として。

産業による森林の皮剥ぎ
木材を使用するための別のオプションが計画されている場合は、製材が実行され、次のセグメントが得られます。
- 刃のないものと半刃のもの(床、壁、天井の基部が取り付けられている粗い素材)。
- エッジ付き(床仕上げ用)。
切断は、すべての機能を備えた移動組織によって実行できます。 必要な道具.

木材切断マップ
材料の合理的な使用は、切断マップに準拠することによって保証されます。 これにより、カードによって大幅に削減できる無駄によるコストを削減できます。 使用される森林加工機械のツールと種類は、完成した木材の量、要求される品質、サイズによって異なります。

最も一般的に使用されるのは、丸鋸とさまざまな機械です。
- 回覧期限 丸鋸正確なカットが可能 さまざまな方向。 プロフェッショナルとプロフェッショナルの両方に適しています 家庭用、平均を超える直径の丸材にうまく対応します。
- チェーンソー。
- のための機械 純引き出し吠える;
- バンド製材所で製材すると、密度の高い丸太を加工できるため、収量が得られるため、最も一般的と考えられています。 高品質の素材そして少量の廃棄物。
- ディスクマシン: 両刃の木材および刃のない板の生産。
- フレーム製材機は基礎を必要とせず、それを使用する技術により、伐採現場のすぐ近くに機器を設置できます。
- ファインメーター加工済み 万能マシン、低品質の丸太からでも高品質の建築資材が生産されます。
- 大手木工所での丸材の製材は、次のような方法で行う必要があります。 最大の数特別な品質と正確な寸法が他の木材とは異なる木材。 この目的のために、鋸引き用の特別なラインが設置されています。
製材所は木材を生産し、 エッジボード長さ7m、直径15〜80cmまでの丸太を縦線に沿って切断するためです。 丸鋸には 1 つまたは複数のディスクがあり、その数に応じて異なる直径の木材を加工します。

自宅で少量の木材を加工する必要がある場合は、通常のチェーンソーを使用できます。
木材を切る
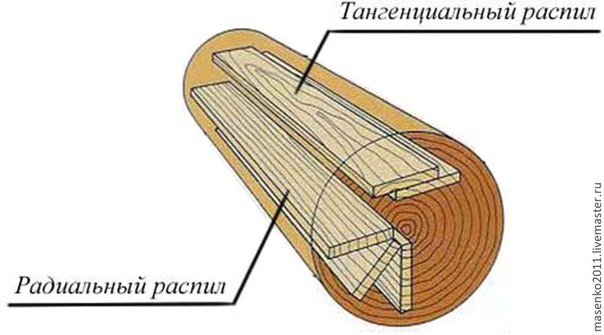
ツールを選択する前に、丸太の年輪に焦点を当てて、カットの種類を決定する必要があります。 いくつかのタイプがあります。
- 放射状(半径に沿って);
- 接線方向(カットは 1 つの半径に平行で、年輪に接触します)。
- 繊維は実行される切断と平行に配置されます。
切断方法の中から、特定のケースに最も適したものが選択されます。
- よちよち歩き。 このように木材を製材するのは、 落葉樹幹の太さが薄いため、最も簡単な加工と考えられています。 出力: エッジのない要素とスラブ。
- 別の森林加工機械をお持ちの場合は、材料の最大 65% を切断して、同じ幅のエッジボードを製造することが可能です。 まず両刃材と側面の板を切断し、その木材から一定量の刃材を採取します。
- より具体的な方法は、セクターソーイングとセグメントソーイングです。 最初の方法の要素の数は 4 から 8 まで変化し、幹の太さに依存します。 分割後、接線または放射状の線に沿って各セクターから要素が切り取られます。 2番目の方法では、中央部分から木材が出てくることから始まり、ボードは側面セグメントから接線方向に切断されます。
- 木材を個別に切断する場合は、円形の方法が適しています。 これは、各板を製材した後に縦線に沿って丸太を90°回転させることに基づいています。 これにより、木材の品質を監視し、幹の影響を受けた部分を迅速に取り除くことができます。
手作業:チェーンソーを使用
自宅で複数のトランクを切断する場合、価格の数倍の工具を購入することはお勧めできません。 完成品。 必要なスキルがある場合は、すべてを行う方が効率的で安価です。 必要な作業通常のチェーンソー、または電気で動くチェーン装置。 もちろん、そのような作業にははるかに多くの物理的な労力と時間が必要ですが、問題にかかるコストは大幅に削減されます。
庭の区画で作業するには果樹の剪定が必要であり、専門家のサービスに頼らずに別棟用の追加の材料を生産することもできるため、熱心な所有者はチェーンソーを購入することを好むでしょう。 ほとんどの場合、針葉樹は住宅用に収穫されますが、このツールはそれを切断するのに優れた仕事をします。 幹が真っ直ぐなので、切り取り線が出しやすく、作業のスピードが上がります。 ちなみに、プロは電動よりも強力で、切断現場や切断現場に電源があるかどうかに関係なく、どこでも使用できるチェーンソーを使用することがほとんどです。

チェーンソーを使用して丸太を切断するには、切断ガイドや基幹固定具のほか、ソーアタッチメントなどの装置が必要です。 フレーム状のアタッチメントをツールに取り付けることで、チェーンとフレーム自体の距離を調整することができます。 これは、さまざまな厚さの完成した木材を製造できるようにするために行われます。 ガイドの役割として、必要な長さのプロファイル、または十分な剛性を備えた平らな木の板を選択できます。 ツールには特別なチェーンが選択され、トランクを縦に切断するように設計されています。 他のものとの違いは、ある角度で研がれた歯にあります。

作業を開始する前に、必要なツールをすべて準備するだけでなく、 木工機械または手動装置のどちらが幹の加工を目的としているかに関係なく、最初に行う必要があるのは、切断マップに慣れることです。 これは、廃棄物の割合を最小限に抑え、有用な製品の収率を高めるために行われます。
縦方向に切断するときに最初に心配する必要があるのは、完成したボードの密度が均一であることです。 これを行うには、有能な鋸職人が丸太の東側から西、またはその逆の方向に工具を向けます。 これは、南部よりも北部の方が丸材の密度が高いことで説明されます。
次に、チェーンソーを使用してスラブを両側から取り除き、両刃の梁を取得します。 次に、作業の開始時に選択した切断パターンに従って鋸で切断します。 解決策はエッジのないボードです。 幹に一定の割合の欠陥がある場合、幹を直角または180度回転させて円形に切断することが可能です。
仕上がり数量、カット価格
出口 便利な素材針葉樹と落葉樹の割合は異なります。 から入手した木材については、 針葉樹、次の指標が特徴的です。
- 作業が専門家によって実行され、丸鋸ミルが使用される場合、完成した木材の割合が最も高くなります (80 ~ 85%)。
- 機械によって生産されるエッジ素材は平均 55 ~ 70% です。
- チェーンソーで使用すると、エッジのないボードには最大 30% の廃棄物が残ります。
この数値は、完成した間伐材の量を考慮せずに示されており、その量は 30% に達する場合もあります。 ただし、このような材料は、一定の欠陥が許容される製品に使用されます。

落葉丸材は、完成した刃なしの木材の 60%、刃付きの木材の約 40% を生産します。 これは、丸い木材の初期の曲率によって説明されます。 得られる製品の量を増やすことが可能です。これには、さまざまなタイプの森林加工機械が必要になります。 ある種の装置を使用すると、木材の量を10〜20%増やすことができます。 立方体の木材 1 つに対して、約 10 個の落葉広葉樹立方体が必要になります。 追加の設備を設置する費用は、完成した木材の費用で回収されます。 特殊なラインより大きなボリュームが得られますが、その使用は次の場合にのみ推奨されます。 広い敷地。 通常の製材所で木材を製材する平均価格は、板1立方メートルあたり約150〜180ルーブルになります。
製材マップ
製材マップは、1 本の丸太から最適な製材量を計算したものです。 特定の丸太の直径ごとに自分で計算することも、計算を大幅に容易にし、価格も非常に手頃なコンピュータープログラムを使用することもできます。

あるいは、ソースは通常の製材所の参考書でも構いません。 結果は、基礎として使用されるテーブルです。 製材所のアタッチメントは、データを取得するために常にそのデータの方向を向いている必要があります。 もっとあらゆる種類の木材。
記事のすべての写真
この記事では、帯製材所で丸太を切断する方法について説明します。 さらに、木材の加工方法を選択する基準は何なのか、またそれが完成した木材の特性にどのような影響を与えるのかを検討します。
さまざまな木材を生産するために丸太を切断する方法が開発され、改良されてきました。 長い間、これは、エッジのあるボード、木材、および他のカテゴリの同様の製品を単一の木の幹から入手できる唯一の機会であるためです。

古代から現代に至るまで、木材の加工方法は進化し、さらに生産性の高い新しい設備が登場し、必要な木材を迅速かつ効率的に入手できるようになりました。 最小数量産業廃棄物。
木材加工の特徴
原材料を加工して木材製品を入手するための指示は、丸太の縦方向の切断、木材のトリミングと幅への切断、標準サイズによる選別、仕上がりの品質による選別、乾燥と保管など、多くの技術的作業で構成されます。
リストされている各段階は品質の観点から重要です 完成品。 しかし、切断は最も労働集約的で重要な段階であり、この段階で完成した木材の主な特性が形成されます。
丸太を製材するための計画を立てる(選択) 適切な方法加工)は、木材の種類、原材料のサイズ、湿度、密度、硬度、その他多くの要因によって異なります。 もちろん、原材料の加工方法は企業の技術設備のレベルに基づいて大部分が決定されます。
木材の工業用鋸引きにどのような機器が使用されるのか、またこの機器の各カテゴリにどのような方法が関連するのかを考えてみましょう。
切断装置とその使用の特徴
丸太の縦方向の切断には、次のカテゴリの機器が使用されます。
- シングルバンドソーまたは丸鋸は、長い間使用されてきた伝統的なソリューションです。
- グループ フレームソー- 最終製品の品質を損なうことなく、原材料処理の生産性を大幅に向上できる、より進歩的なソリューションです。
リストされたカテゴリの機器のアプリケーションの特徴をより詳細に検討してみましょう。
- 個別カット単鋸を使用する工法です。 この場合、1 回のソーパスで得られるカットは 1 つだけです。 したがって、木の幹全体を数回のパスで切断できます。
重要: 個別のカットの利点は、後続の各カットが前のカットから独立していることです。
つまり、鋸引きは異なる平面で実行できます。
その結果、特定のプロパティをより合理的に使用できるようになります。 異なる部分ログ
同時に、この方法は生産性が低いため、大規模な木工企業での使用には適していません。
- グループソーイング- これ プロセス、その間、フレームソーのグループが使用されます。
この方法の利点は、丸太が 1 回のパスで完全に切断されることです。 これにより時間が節約され、その結果、生産コストが削減されます。 ただし、グループソーイングは 1 つの平面で実行されることを覚えておく必要があります。
現在、グループソーイング用の次のカテゴリの機器が最も普及しています。
- 狭い隙間の垂直フレーム、丸鋸を備えた機械、フライス鋸(加工された原材料の直径14〜22 cm)。
- 中程度のクリアランスの垂直フレーム (直径 24 ~ 48 cm)
- ワイドクリアランス縦型フレーム、2連、4連バンドソータイプユニット(加工原料径50cm以上)。
新規訪問者
登録済みの訪問者
詳細な説明丸太切断プログラムの機能。

当社は木材の収量を 10 ~ 15% 増加させ、カッティング シートの準備プロセスを 500 ~ 700% スピードアップするアシスタントを提供します。
指定された同じ幅と厚さの板に丸太を切断するための Pi2 プログラム。1. Pi2 を実行すると、次の結果が得られます。テクノロジーマップ
丸太を切ること。
2. 鋸引きの生産性が 10 ~ 15% 向上しました。
3. 生産性と切断品質の人的要因への依存を軽減します。「逆算」も可能
: ユーザーはボードの寸法のみを指定し、プログラムはこのボードを作成するために必要なログの最小サイズを提案 (計算) します。 ボードのサイズに基づいてログを並べ替えることができます。 最適な切断 (最高の歩留まり) を選択するには、多くの計算を実行します。計算レポートは Excel で表示されます。
データを会計システムにインポートすると便利です。
Pitago (ピタゴ) - 賢いアシスタントエンジニア...
ウェーンポイント*は、丸太の収束により薄い端の方向にウェーンが現れる、丸太の太い端からのメートル単位の距離です。 ピタゴ - 完全にオンラインソリューション 、以下を含むあらゆるデバイスで使用できます。携帯電話
木材を製材するときは、木材のコストに影響するため、消費量をすぐに計算することが重要です。 最終製品の収量は異なる場合があります。 それはすべて、使用される木材の品質と、切断を最適化するための措置が講じられているかどうかによって異なります。 作業効率を高め、生産量を向上させ、製材の品質を高めるための特別な対策があります。 製材する前に、すべてを事前に計算する必要があります。 これは思っているほど難しいことではありませんが、丸い木材の消費が最適で有益となり、優れた結果が得られます。
切断効率を上げる方法
木材の収量を大幅に高めるには、プロセスの効率を高めるための特別な措置を講じる必要があります。
- 計算は使用する場合にのみ実行してください。 特別番組手動で行うと効率が低くなり、欠陥の割合が高くなります。
- 処理が正しく行われるように、丸材はまず選別されなければなりません。
- 切断には高品質の機器を使用する必要があります。 そうしないと、廃棄物の量が多くなり、得られる木材の品質が低下します。
- 幅の広い木材を最初に切断するのが最善ですが、幅の狭い木材は加工に時間がかかります。
- 長いログを取得することはお勧めできません。
- 作業の前に、機器をセットアップする必要があります。
完成した木材の収量は変動する可能性があります。 最初の段階でボードが取得され、次にそれらが分類されることを覚えておく必要があります。 その結果、その割合はさらに減少し、たとえば落葉樹の場合は 10 ~ 20% にすぎません。
切断を最適化する方法

木材の収量を増やすには、切断プロセスを最適化する必要があります。 これは主に、大きな曲率を持つワークピースに当てはまります。 曲がった丸材を切断するには、いくつかの手順を実行する必要があります。
- まず、作業に適した木材だけを選択します。 残った丸太に腐れや芽が出たり、端に亀裂が入っている場合は、一部を切り落とす必要があります。
- 作業中に腐ったコアが発見された場合は、慎重にそれを除去し、残った部分を鋸で切ります。 これにより、大きな損失を回避し、必要な品質を備えた長さ 1 m 以上の基板を入手できます。
- 収量率を高めるために、より大きな直径の丸太を使用することをお勧めします。 係数は 1.48 ~ 2.1 ですが、すべて丸太の直径、品質、選別、設備によって異なります。 フレームショップの場合、この係数は 1.48 ~ 1.6 になります。 フライス加工装置— 大きな森林の場合は 1.6。 直径が 12 cm 以上の丸太の場合、係数は 2.1 を超えることがあります。
製材後の廃棄量
完成したボードを高い割合で生産するには、すべてを正しく準備し、技術に従ってのみ作業を実行する必要があります。 針葉樹と落葉樹のラウンドウッドは異なる収量をもたらします。 後者の場合、特殊な装置を使用したとしても、音量は小さくなります。 追加装備. 針は幹が真っ直ぐで丸太の直径が大きいため、鋸引きに便利であると考えられています。針葉樹林は腐りにくいので廃棄物が少なくなります。 広葉樹の場合、通常、次の 2 つの切断技術が使用されます。

- 助けを借りて バンド製材所 Z75、Z63。
- サヨリが材料の中心から切り出され、マルチソーマシンを通過すると、崩壊します。
帯製材所の体積は40~50%です。 崩壊技術を使用する場合、収量は異なり、最大70%まで高めることができますが、そのような作業のコストは高くなります。 長さ3mの丸材を切断すると、端材の割合がかなり多く、残った材料は加工が必要であることがわかります。 これは、ボード 22x105(110、115)x3000 mm のバルクに適用されます。 そのような結婚には多くの選択肢があります。 たとえば、ほとんどのジョブには適さなくなったワームホールである可能性があります。
選別後のグレード 0 ~ 2 に属する広葉樹材の体積は、製材後に得られる量の 20 ~ 30% にすぎません。 これは、伐採された丸材の総質量のうち、通常の板の収量はわずか 10 ~ 20% に過ぎないことを意味します。 残りは主に薪として利用されます。 針葉樹の丸材の場合、収量は異なりますが、得られる体積の平均値がどの程度観察されるかに注意を払う必要があります。
製材量
木材の収量を最適化するには、多くの条件を考慮する必要があります。 正しく計算するには、丸材の収量の例を考慮してください。 データは専門家の実経験と製材所の実績から得られました。 これにより比較が可能になります 割合、最適な平均数値を計算します。
針葉樹種の場合、次の解決策が可能です。

- 鋸引き中にエッジのないボードやその他のエッジのない材料の場合、歩留まりは 70% になります。 これは処理中に得られる材料の量であり、廃棄物の量は 30% に相当します。
- 刃物の場合、63、65、75 の製材機を使用すると、製材歩留まりは低くなり、わずか約 45% になります。 バンド製材所の場合、歩留まりは通常最大 55 ~ 60% です。 完成した素材。 効率を上げるための手段を使えば、70% に達することもできますが、それには豊富な経験が必要です。
- 丸製材所からは 70 ~ 75% の量の木材を得ることができますが、効率を高める方法を使用すると、80 ~ 75% になる可能性があります。 ただし実務経験は必須です。
GOST 8486-86 によると、グレード 0 ~ 3 の場合、選別を考慮しない収量率は約 70% です。
さらに 30% は、完成した材料を拒否するために残すことができます。 拒否された材料は廃棄されず、特定の欠陥の存在を許容する他の種類の木材の製造に使用されます。
落葉性丸太の場合、異なる収量パーセンテージが観察されます。
- 刃のない素材の場合 – 60%。
- エッジのある木材の場合 - 元の落葉樹の曲率が通常大きいため、最大 35 ~ 40%。
このために追加の機器を使用して出力を増やすことができます。 これは、特殊なマルチソーマシン、エッジトリミングマシン、またはスラブマシンである可能性があります。 この場合、木材の収量は約20%増加します。 指定されたパーセンテージは、グレード 0 ~ 4 のボードの取得に関するデータに基づいて表示されます。 0級から1級までを選別した場合、得られる木材の割合は10%です。 広葉樹から完成したエッジ素材の立方体を取得するには、元の丸い木材の立方体を 10 個切断する必要があります。
丸太からの製材の収量は変動する可能性があります。 それはすべて、製材所で使用される木材の種類によって異なります。 効率を高めるための特別な手段により、可能な限り大きなパーセンテージを得ることができますが、これにはある程度の経験が必要です。
